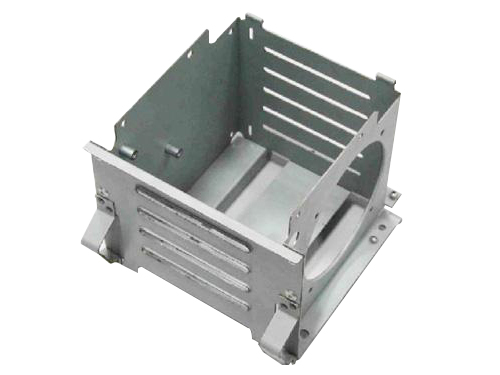
精密钣金加工
精密钣金加工中的钻孔是在固体材料上打孔的过程,孔的直径一般小于80mm。钻头通常有两个主要刃口,钻头在旋转时被切割。钻头倾角的增加从中心轴到外缘,钻头的切削速度接近外围较高,,切割速度减少向中心,切割速度的旋转钻头的中心是零。
钻头的侧刃位于旋转轴附近,侧刃的前角较大,没有切屑空间,切削速度较低,从而产生较大的轴向阻力。如果在DI1414中将横向剪刃磨成A型或C型,且靠近中轴处剪刃前角为正,则可降低切削阻力,切削性能可提高。
钻孔有两种加工方法,一种是钻孔旋转,另一种是工件旋转。通用钻具包括麻花钻、中心钻、深孔钻等,通用钻具为麻花钻,钻头直径约为0.1~80mm。由于结构的限制,钻头的弯曲和扭转刚度低,对准性差,钻孔精度低,一般只能达到it13-it11;表面粗糙度也较大,RA一般为50-12.5毫白榴m,但钻孔金属去除率高,切削效率高。
这两种钻井方法产生的误差是不一样的。在钻头旋转的钻孔方式下,由于刃口不对称和钻头刚性不足,被加工孔的中心线可能会偏离或不直,但孔基本不变;在工件旋转的钻孔模式下,钻头使孔发生变化,孔的中心线仍然是直的。




 13771101406
13771101406